
Perjalanan kecil ke angkasa lepas
Perjalanan angkasa lepas, yang hanya cerita dalam filem fiksyen sains, bakal menjadi kenyataan.
Namun, ia masih bukan sesuatu yang mampu dimiliki oleh sesiapa sahaja. Salah satu sebab perjalanan angkasa begitu mahal adalah kerana kos perjalanan dengan roket.
Teknologi pembuatan aditif rasuk elektron JEOL mempunyai potensi
untuk mengurangkan secara drastik kos pembangunan roket, pembuatan, dan juga bahan api.
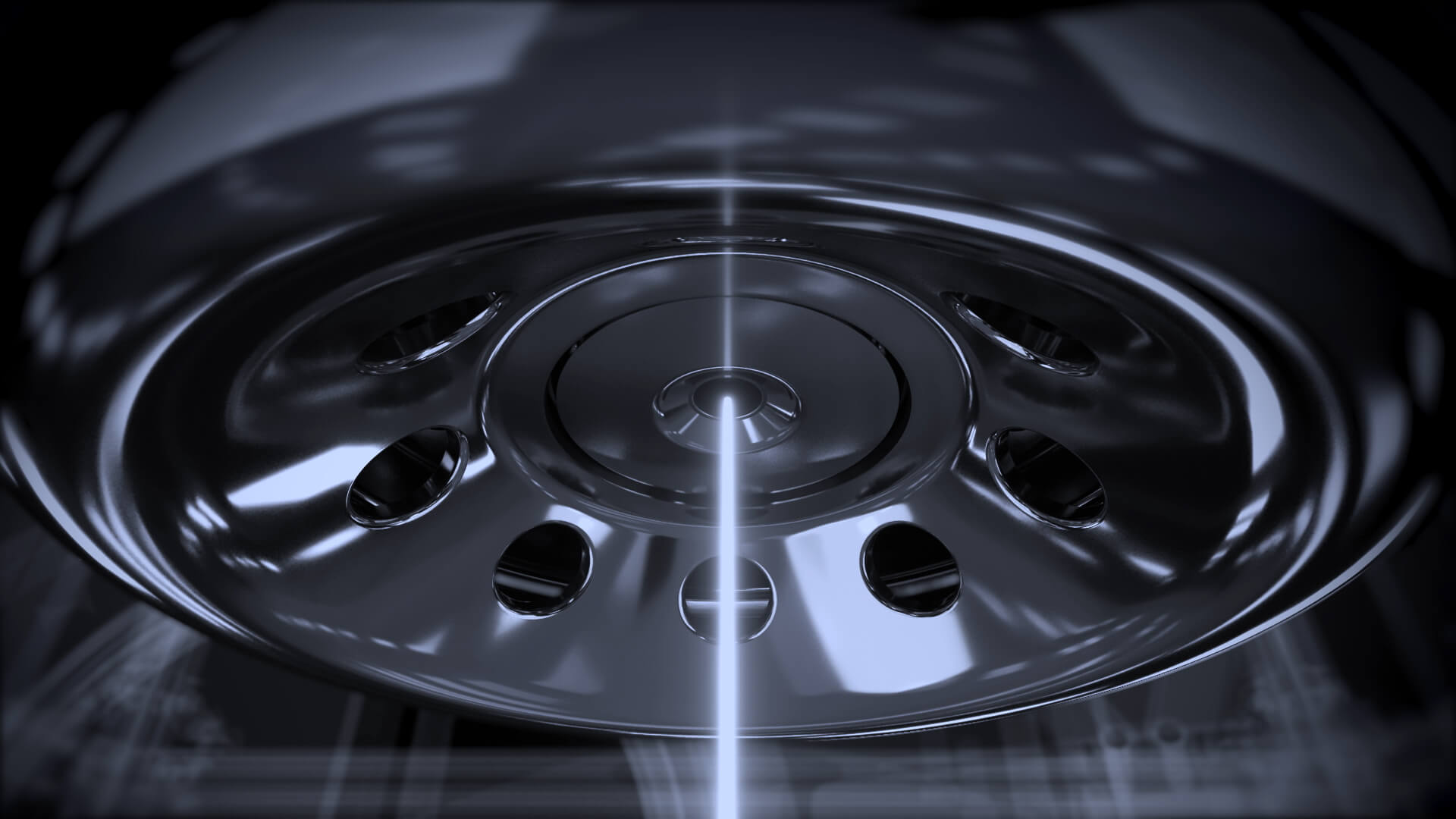
Mesin AM logam pancaran elektron "JAM-5200EBM" memungkinkan untuk mengurangkan penggunaan bahan api dan meningkatkan output, mengurangkan kos, dan memendekkan masa pembangunan dengan pemodelan berkualiti tinggi dan kebolehulangan tinggi, penyepaduan berbilang bahagian, dan pengurangan berat.
Bersama-sama dengan teknologi pembuatan aditif JEOL, inovasi berkembang pada kelajuan yang tidak pernah berlaku sebelum ini.
Menjadikan "perjalanan kecil ke angkasa lepas" satu realiti. Kami sedang mengubah dunia dengan Pancaran Elektron






Teknologi Pembuatan Aditif JEOL
Menggunakan teknologi mikroskop elektron berprestasi tertinggi di dunia dan sistem litografi rasuk elektron untuk pembuatan semikonduktor,
JEOL telah membangunkan "Mesin AM Metal Beam Elektron" yang boleh menghasilkan bahagian berketumpatan tinggi, berkekuatan tinggi dengan pancaran elektron berkuasa tinggi dan berkelajuan tinggi.
Ia membolehkan penjimatan kos dan kebebasan reka bentuk melalui peningkatan produktiviti.

Long Life Cathode melebihi 1,500 Jam dan Tanpa Helium
untuk Pencegahan Asap
Mesin AM Logam Rasuk Elektron
JAM-5200EBM
Ciri-ciri utama
- Rasuk berkuasa tinggi (maksimum 6kW)
- Long Life Cathode (1,500 jam atau lebih lama)
- Sistem pencegahan penyebaran serbuk "e-Shield"
- Pembetulan Rasuk Elektron Automatik
- Kapasiti Pemanasan: 1,100 ℃ atau lebih tinggi
- Sistem Pemantauan Jauh

-
Katod Umur Panjang
"Katod Umur Panjang, yang bertahan lebih 1,500 jam, boleh mengurangkan masa henti untuk penggantian katod." Rahsianya ialah teknologi vakum asal JEOL, dibangunkan dalam pembuatan peralatan berkaitan pancaran elektron.
-
Sistem pencegahan penyebaran bebas helium dan serbuk
"e-Perisai"Tiada gas helium diperlukan untuk mengelakkan penyebaran serbuk. Sistem pencegahan penyebaran serbuk unik JEOL, e-Shield dan strategi imbasan JEOL mengelakkan fenomena Asap. Terima kasih kepada persekitaran bebas helium, bukan sahaja bahagian boleh dihasilkan di ruang yang bersih dengan kos yang rendah, tetapi "permukaan katod juga kurang terdedah kepada kerosakan, membolehkan pancaran elektron kekal stabil." Hasilnya, kualiti pembuatan boleh dikekalkan sehingga akhir hayat katod.
-
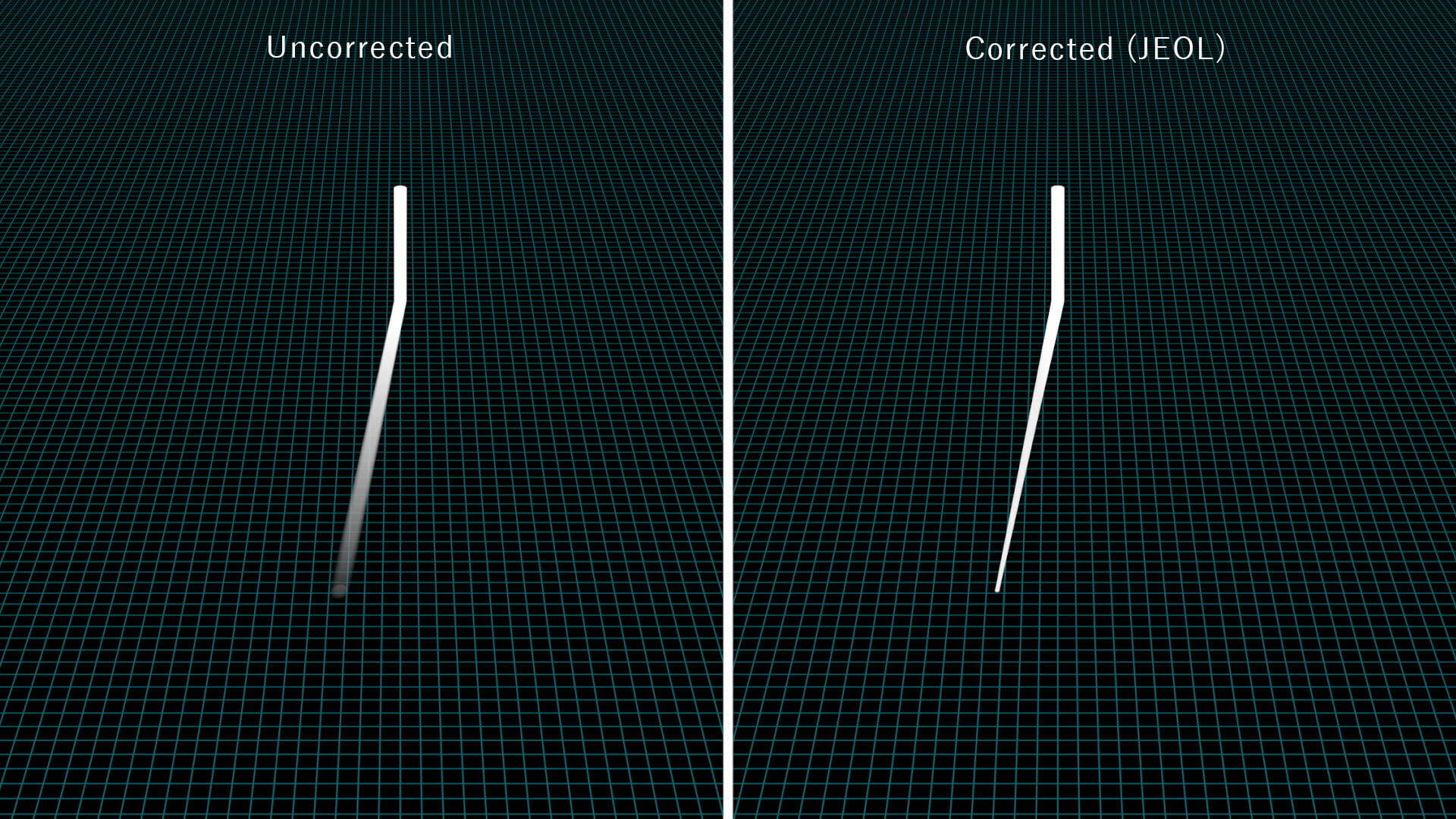
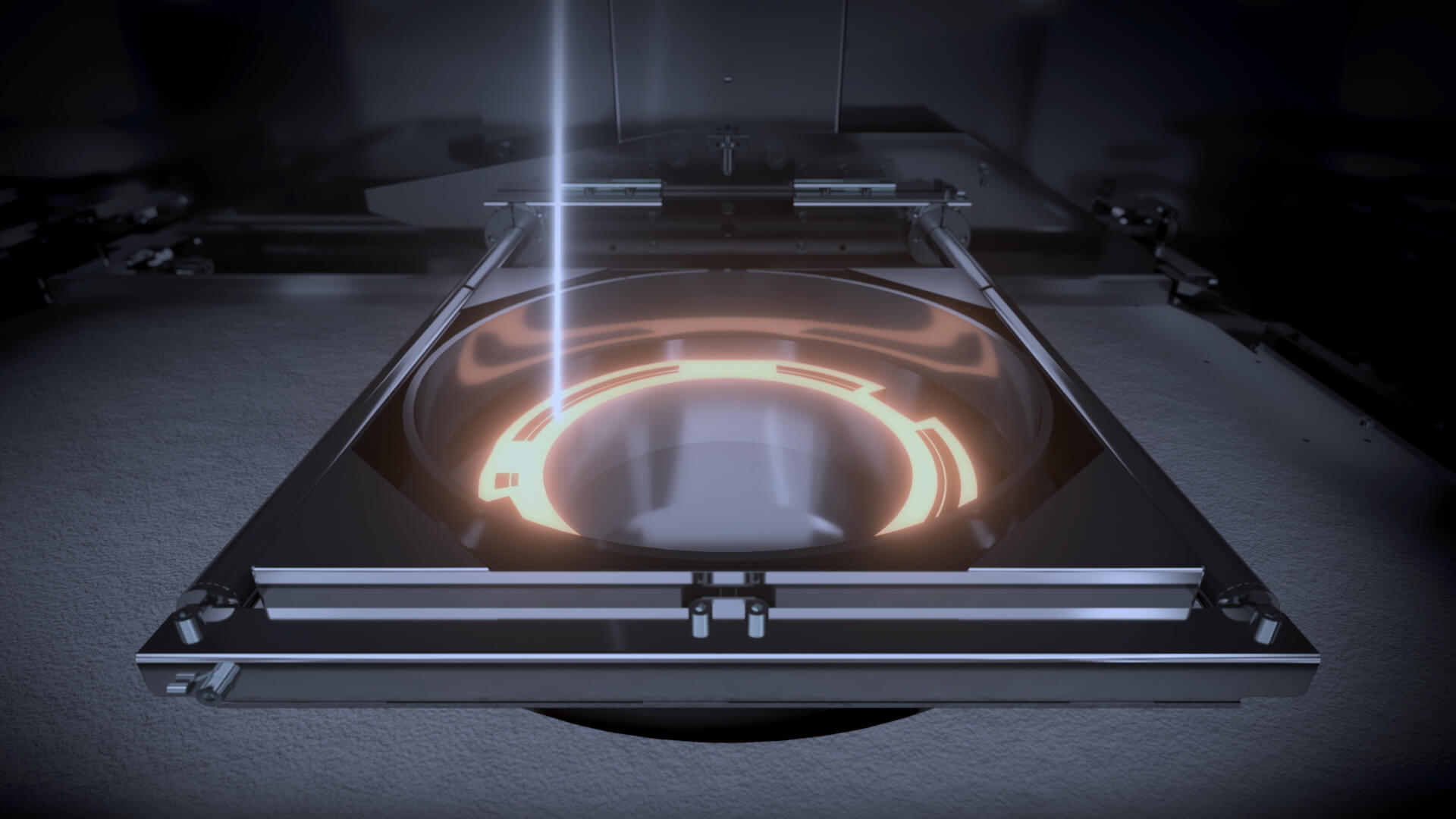
Pembetulan Rasuk Elektron Automatik
Tumpuan dan bentuk titik pancaran elektron dibetulkan secara automatik mengikut kedudukan penyinaran oleh teknologi yang dibangunkan dalam sistem litografi pancaran elektron kami untuk pembuatan semikonduktor.
Ini membolehkan pembuatan berkualiti tinggi dan boleh dihasilkan semula di seluruh kawasan bangunan.
Imej pembetulan rasuk
(kanan: Dibetulkan (JAM-5200EBM)) -
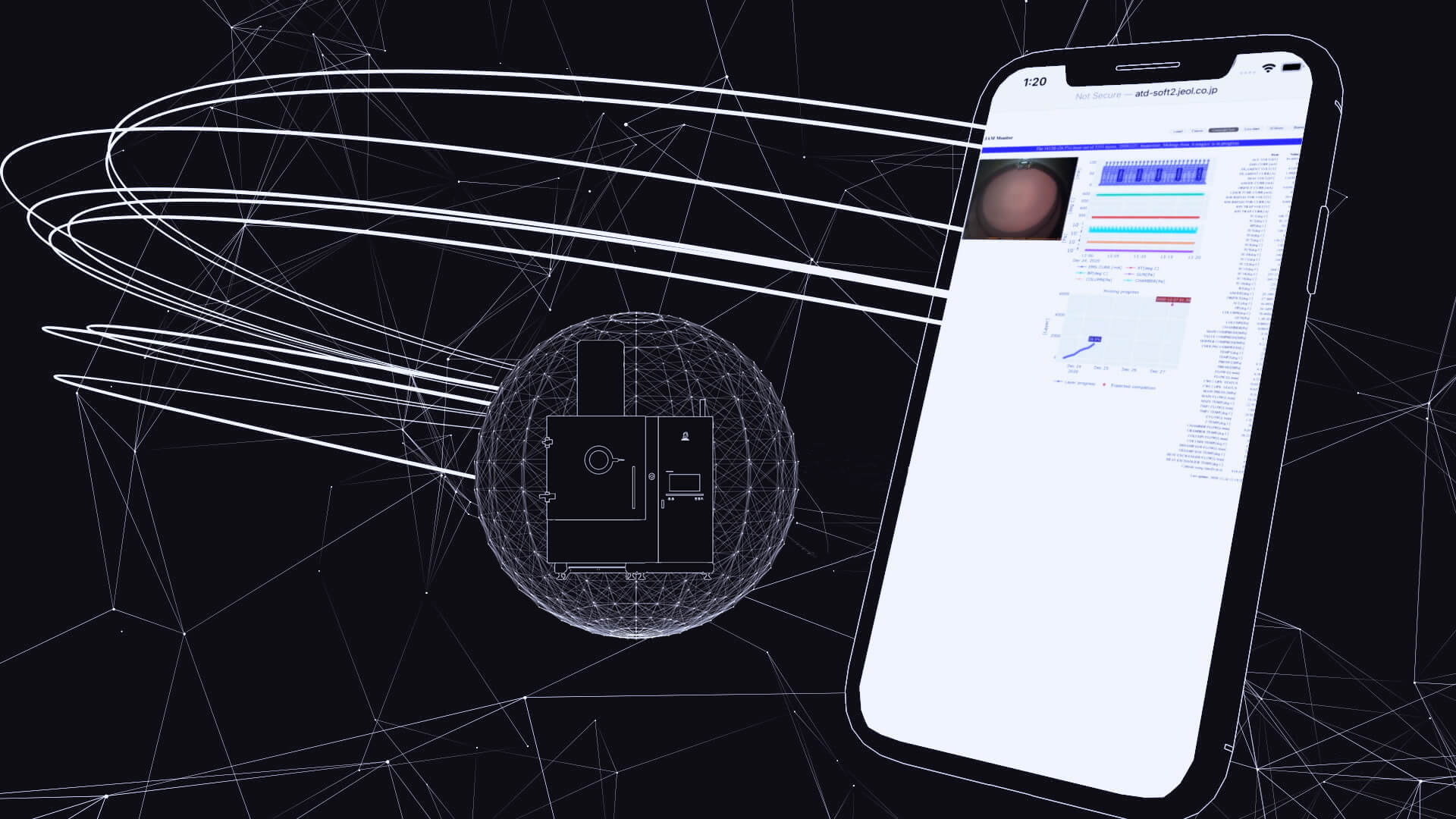
Sistem Pemantauan Jauh
Status pembuatan dan keadaan mesin boleh disemak dari lokasi terpencil pada bila-bila masa. Fungsi pemberitahuan penggera juga tersedia.
-
Mewujudkan masyarakat yang mesra alam dan mampan
Dengan "Mesin AM Metal Beam Elektron" JEOL, anda boleh membina lebih daripada satu bahagian dalam satu proses percetakan. Hampir tiada pemotongan diperlukan, menghalang bahan daripada terbuang.
Menggunakan semula serbuk logam adalah satu lagi kemungkinan. Oleh itu, JEOL sedang berusaha untuk merealisasikan masyarakat yang mesra alam dan mampan.


Data teknikal
JAM-5200EBM
Spesifikasi Utama
| Kaedah pembuatan | Gabungan Katil Serbuk |
|---|---|
| Proses | Proses panas |
| Dimensi bangunan | Maksimum 250 mm (Dia.) × 400 mm (H) |
| Keluaran rasuk elektron | Maks. 6 kW |
| Keupayaan pemanasan | Maks. 1,100 ℃ atau lebih tinggi |
| Seumur hidup katod | 1,500 jam atau lebih lama |
| Unit pencegahan penyebaran serbuk | e-Perisai |
| Gas lengai (untuk pencegahan asap) | Tidak diperlukan |
| Tekanan ruang (proses lebur) | 1 × 10-2 Pa atau lebih rendah |
| Pembetulan rasuk elektron | automatik (Fokus, Astigmatisme, Herotan) |
| Format data | STL |
| Bekalan kuasa | 3 fasa, 200 V (±10%), 35 kVA |
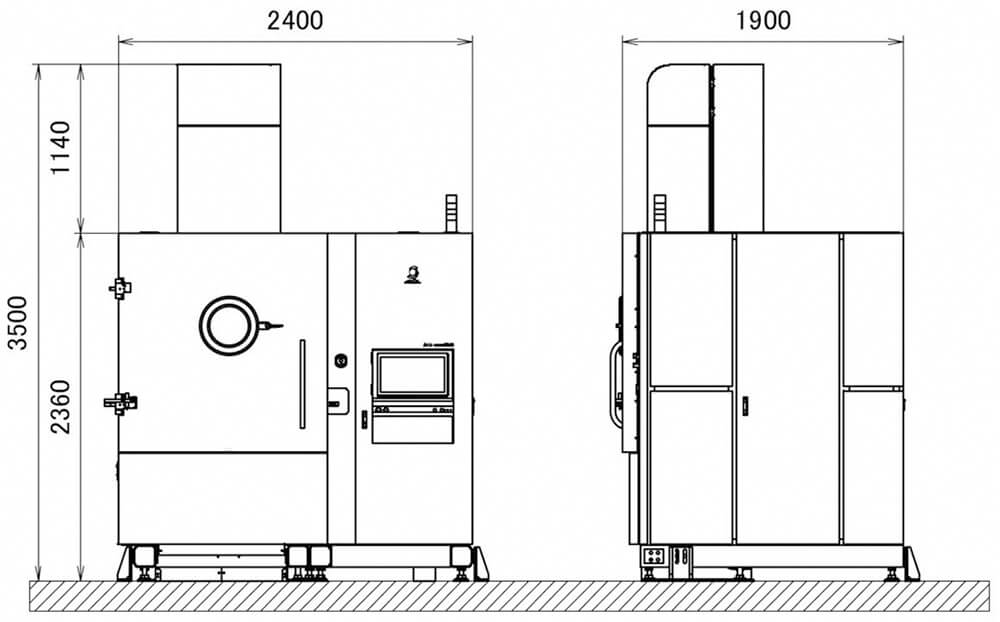
| Berat | 4,900 kg |
Ukuran


Sampel AM
JAM-5200EBM

Bilah Turbin Tekanan Rendah untuk Enjin Jet (Tiruan)
Bahan: Ti-6Al-4V
Tinggi: 400 mm
12 buah dibina serentak

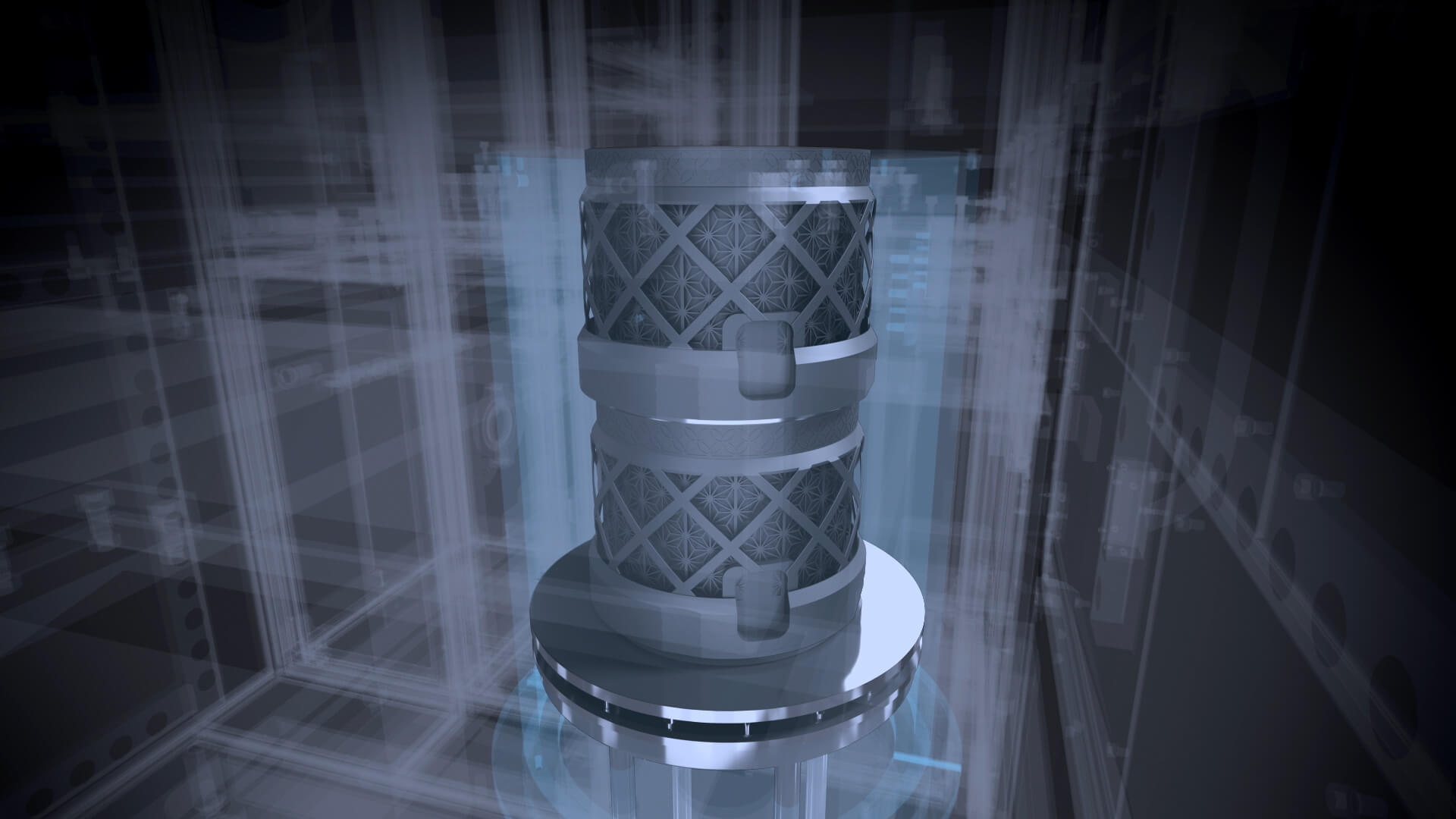
Ruang Sumber Elektron
(Sebelah kanan: lebih kurang. pengurangan berat 25%)
Bahan: Ti-6Al-4V
Setiap saiz: 230 mm (Dia.) × 185mm (Tinggi)

Cawan Sake kecil (190 keping)
Bahan: Ti-6Al-4V
Tinggi: 400 mm
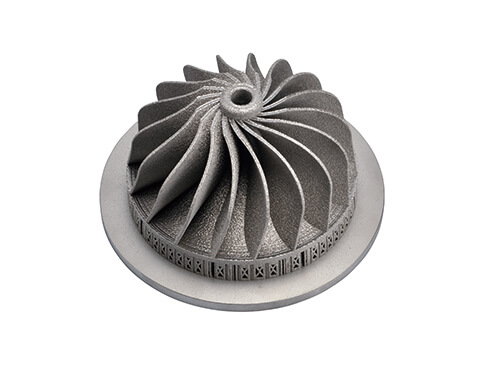
pendesak
Bahan: Superalloy 718 berasaskan Ni
Diameter: 170 mm

Pendesak Tertutup
Bahan: Superalloy 718 berasaskan Ni
Diameter: 100 mm
Dibina secara mendatar tanpa sudut
Data CAD: Ihsan The Barnes Global Advisors

Heatsink
Bahan: Kuprum Tulen
Saiz: 100 mm×100 mm





Revolusi dalam pembangunan bahan dengan pembuatan bahan tambahan menggunakan peleburan rasuk elektron
-Berlepas dari legasi selama beribu-ribu tahun
Akihiko Chiba
Profesor, Pemprosesan Deformasi, Institut Penyelidikan Bahan, Universiti Tohoku
Teknologi pembuatan aditif yang menggunakan Mesin AM untuk menghasilkan bahagian logam. Ia dijangka merevolusikan bahagian untuk pesawat dan roket, yang memerlukan kekuatan dan kebolehpercayaan. Kami bertanya kepada Profesor Akihiko Chiba dari Institut Penyelidikan Bahan di Universiti Tohoku, yang menerajui teknologi pembuatan bahan tambahan logam di Jepun, tentang potensi teknologi ini.
HUBUNGI KAMI
Jika anda mempunyai sebarang pertanyaan atau pertanyaan mengenai Mesin AM Logam Pancaran Elektron "JAM-5200EBM",
sila hubungi kami dari bawah: